Background Summary
This article is based on a review of public discussions from crusher-related forums and Reddit communities. The reviewed topics were grouped by part type, failure symptom, and maintenance concern. Then they were ranked according to discussion activity, repeated appearance, and the potential impact on machine downtime.
The highest-interest topics were not general machine theory. They were practical operating problems. Operators most often discussed fast blowbar wear, blow bar breakage, rebar damage, apron and liner wear, rotor vibration, bearing overheating, and belt failure.
A clear pattern appeared across these discussions: the main concern is not simply finding cheaper impact crusher replacement parts. Operators are trying to reduce downtime, avoid unexpected failures, and lower wear cost per ton. This is why correct material selection, stable feeding, metal removal, regular inspection, and spare parts planning are central to impact crusher maintenance.
This guide summarizes the most common impact crusher parts failures and explains practical maintenance tips for each problem.
Common Impact Crusher Parts Failure Map
| Impact Crusher Part | Common Failure | Common Cause | Maintenance Focus |
|---|---|---|---|
| Blow bars | Fast wear, cracks, broken edges | Hard feed, abrasive material, wrong material, tramp metal | Select correct material, inspect wear, flip or replace on time |
| Impact plates / aprons | Wear, deformation, poor gap control | Continuous impact, wrong setting, delayed replacement | Check apron gap and wear surface |
| Side liners | Local wear, loose bolts, worn-through plates | Material flow, vibration, poor fastening | Check thickness and bolts |
| Rotor | Vibration, imbalance, cracks | Uneven blow bar wear, loose parts, metal impact | Stop and inspect when vibration increases |
| Bearings | High temperature, noise, failure | Poor lubrication, dust, vibration, overload | Follow lubrication schedule and monitor temperature |
| Belts and conveyors | Tearing, slipping, mistracking | Rebar, metal pieces, poor tension, material buildup | Remove metal, check tension and tracking |
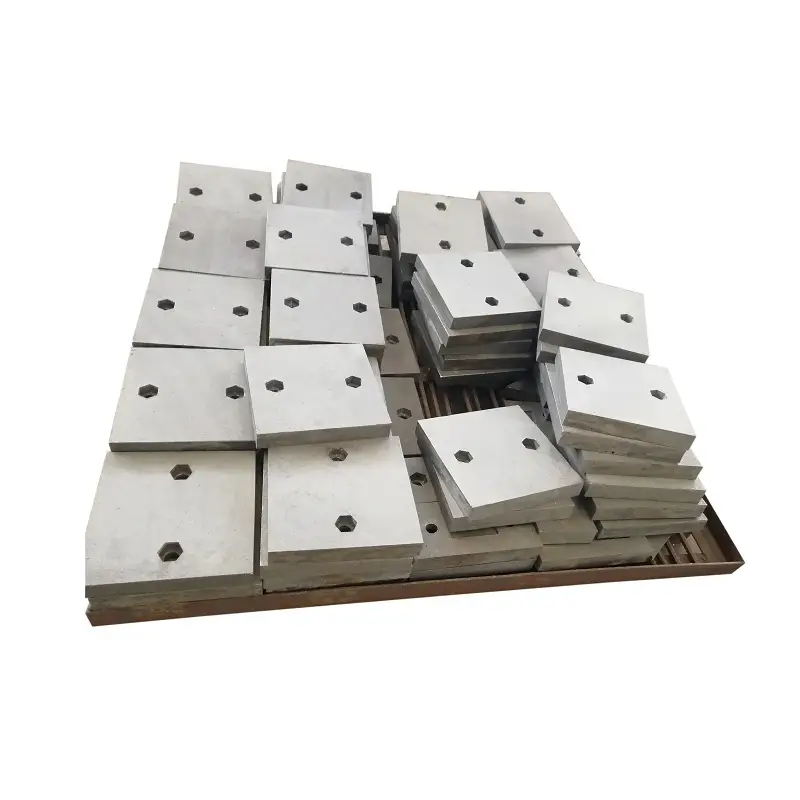
1. Blow Bar Wear
Blow bars are the main impact crusher wear parts. They take the first impact from the feed material. So they usually wear faster than many other parts in the crushing chamber.

Operator Discussion Insight
In real operator discussions, people often ask why one set of blow bars lasts much shorter than expected. The common background is usually similar: the crusher is handling hard rock, abrasive material, recycled concrete, asphalt, or mixed demolition waste.
This shows an important point. The question is not only:
How much does one blow bar cost?
The better question is:
How many tons can one set of blow bars process before replacement?
That is why wear cost per ton is more useful than only comparing part prices.
Common Causes
Blow bars can wear too fast because of:
- abrasive feed material;
- oversized feed;
- too many fines entering the chamber;
- wrong blow bar material;
- uneven feeding;
- apron gap set too tight;
- tramp metal in the feed.
Maintenance Tips
- Inspect blow bars regularly.
- Measure the wear area, not only the visible edge.
- Flip the blow bars when the design allows it.
- Record working hours and tons processed for each set.
- Do not wait until the blow bar is completely worn out.
- Replace locking wedges or bolts if they are worn or damaged.
2. Blow Bar Breakage
Blow bar breakage is more serious than normal wear. A broken blow bar can damage the rotor, apron, liners, and other parts inside the chamber.
Operator Discussion Insight
A repeated topic in user discussions is material selection. Some users focus only on hardness. But harder does not always mean better. A very hard blow bar may resist abrasion, but it may not be the best choice when the feed contains large rock, reinforced concrete, or metal pieces.
Manganese steel is known for high impact strength and abrasion resistance after work hardening. It is widely used in rock crushers and other high-impact abrasive environments. This supports the idea that toughness is important in high-impact crushing conditions. (Wikipedia)
Common Causes
Blow bars may crack or break because of:
- feed size above the machine limit;
- tramp metal;
- wrong blow bar material;
- poor locking condition;
- rotor seat wear;
- severe uneven wear;
- sudden impact load.
Maintenance Tips
- Do not choose blow bar material only by hardness.
- Use tougher material for mixed feed or high-impact applications.
- Remove steel before it enters the crusher.
- Check blow bar seats during replacement.
- Stop the machine if abnormal impact noise appears.
- Never continue running with cracked blow bars.
3. Wrong Blow Bar Material
Blow bar material should match the feed material. There is no single best material for all applications.

| Feed Material | Common Material Direction | Main Risk |
|---|---|---|
| Limestone | High chrome or martensitic options may work well | Normal wear control |
| Asphalt | Wear-resistant material is important | Abrasion and heat-related wear |
| Recycled concrete | Toughness is important because of rebar risk | Cracking, belt damage, tramp metal impact |
| Granite / basalt | Toughness and wear resistance must be balanced | Fast wear or breakage |
| Mixed C&D waste | Toughness-first selection is safer | Unknown metal and mixed impact load |
Operator Discussion Insight
In discussion threads, users often compare blow bar life across different jobs. One operator may have good results in limestone, while another may see short life in hard rock or reinforced concrete. This does not always mean the part is poor quality. It may mean the material grade does not match the application.
Maintenance Tips
- Ask for material recommendations based on feed type.
- Provide feed details when buying replacement parts.
- Share crusher model, feed size, output size, and material type.
- Keep wear records from different jobs.
- Do not use the same blow bar type for every application without checking performance.
4. Impact Plate and Apron Wear
Impact plates or aprons receive the material after the blow bars hit it. They help control the second crushing stage. When aprons wear, the chamber shape changes. This can affect product size and product shape.
Operator Discussion Insight
Many maintenance problems start when operators keep adjusting the apron gap to compensate for worn parts. This may help product size for a short time, but it can increase wear and load inside the crusher.
Common Causes
Apron wear can be caused by:
- long working time;
- abrasive feed;
- tight apron setting;
- delayed replacement;
- uneven material flow;
- oversized feed.
Maintenance Tips
- Inspect apron wear together with blow bar wear.
- Keep the apron gap within the machine maker’s recommended range.
- Do not use gap adjustment to hide serious wear.
- Replace worn liners before the base structure is exposed.
- Check product size after apron adjustment.
5. Side Liner Wear and Loose Bolts
Side liners protect the crusher housing. They may not look as important as blow bars, but they prevent material from wearing the main structure.
Operator Discussion Insight
A common field problem is that liners are not replaced early enough. Once the liner wears through, the repair is no longer a simple wear-part job. It can become a housing or frame repair.
Loose liner bolts are also a practical issue. Impact crushers vibrate during operation. If bolts loosen, the liner can move and damage the mounting surface.
Common Causes
Side liner problems can come from:
- long-term material flow;
- high vibration;
- loose bolts;
- poor fastening;
- delayed inspection;
- uneven feed.
Maintenance Tips
- Check liner thickness regularly.
- Inspect bolts and fastening points.
- Replace damaged bolts.
- Do not reuse stretched or worn bolts.
- Look for polished or shiny wear areas.
- Replace liners before they wear through.
6. Rotor Imbalance and Vibration
The rotor is the core of the impact crusher. Since blow bars are fixed on the rotor, uneven blow bar wear can affect rotor balance.

Operator Discussion Insight
In operator discussions, vibration is often treated as an early warning sign. Users may first notice higher vibration, strange noise, or higher bearing temperature. These symptoms can be linked. Uneven blow bar wear can increase vibration. Vibration can then affect bearings, bolts, and the frame.
Common Causes
Rotor vibration can come from:
- uneven blow bar wear;
- missing or damaged locking wedges;
- material buildup on the rotor;
- different blow bar weights;
- loose rotor parts;
- impact from metal;
- worn rotor seats.
Maintenance Tips
- Replace blow bars in matched sets when required.
- Do not mix parts with different weights unless allowed by the manufacturer.
- Clean buildup around the rotor.
- Check wedges and seats during each blow bar change.
- Stop the machine when vibration becomes abnormal.
- Do not continue running a vibrating rotor to “finish the shift.”
7. Bearing Overheating
Bearings support the high-speed rotor. They work under load, dust, vibration, and heat. Bearing failure can lead to long downtime.

Operator Discussion Insight
Operators often discuss bearing heat together with lubrication and vibration. A hot bearing is not always only a lubrication problem. It can also be a sign of rotor imbalance, belt tension problems, seal failure, or overload.
Common Causes
Bearing overheating can be caused by:
- insufficient lubrication;
- wrong grease;
- too much grease;
- dust or water entering the bearing;
- damaged seals;
- rotor vibration;
- belt tension too high;
- overload operation.
Maintenance Tips
- Follow the lubrication chart from the machine maker.
- Use the correct grease type.
- Keep grease clean.
- Check seals for dust and water entry.
- Record normal bearing temperature.
- Investigate abnormal heat early.
Before maintenance, the machine must be isolated from hazardous energy. Lockout/tagout procedures are used to prevent unexpected startup during servicing or repair. OSHA’s lockout/tagout standard addresses practices needed to disable machinery and prevent release of hazardous energy during maintenance. (Wikipedia)
8. Belt and Conveyor Damage
Belts are not inside the crushing chamber, but they are still important impact crusher spare parts. A torn belt can stop production immediately.

Operator Discussion Insight
In recycled concrete and demolition waste discussions, rebar is one of the most common concerns. Rebar can damage blow bars, get trapped in the chamber, tear belts, or jam conveyors. This is why many operators focus on pre-sorting, magnetic separation, and under-crusher belt protection.
Common Causes
Belt damage can come from:
- rebar;
- sharp metal;
- trapped material;
- poor belt tension;
- mistracking;
- material buildup;
- worn rollers or pulleys.
Maintenance Tips
- Use magnetic separation when processing reinforced concrete.
- Remove visible steel before feeding.
- Check the under-crusher belt often.
- Inspect belt tracking and tension.
- Clean buildup around rollers and pulleys.
- Keep belt repair materials in stock.
9. Feed Problems That Cause Parts Failure
Many impact crusher parts failures are not only parts problems. They are feed problems.
Operator Discussion Insight
A repeated lesson from user discussions is that the crusher is often blamed first, but the real cause may be unstable feed. Oversized rock, too many fines, steel pieces, or uneven loading can all shorten wear part life.
Common Feed Problems
- Feed size is too large.
- Material is too abrasive.
- Too many fines enter the chamber.
- Feed is not even across the rotor.
- Steel or uncrushable objects enter the crusher.
- The crusher is overloaded.
- The discharge area is blocked.
Maintenance Tips
- Keep feed size within the rated limit.
- Use pre-screening when fines are high.
- Feed evenly across the rotor.
- Remove metal and uncrushable objects.
- Avoid sudden large loads.
- Do not run the crusher empty for long periods.
10. Daily Impact Crusher Maintenance Checklist
This checklist should be adjusted according to the machine manual. It is not a replacement for OEM instructions.
| Frequency | Maintenance Task |
|---|---|
| Daily | Check blow bars, liners, belts, abnormal noise, vibration, and bearing temperature |
| Weekly | Check apron gap, liner bolts, belt tension, belt tracking, and hydraulic hoses |
| Monthly | Measure wear parts, inspect rotor seats, check lubrication records, inspect seals |
| During wear part change | Clean the chamber, inspect wedges, bolts, rotor seats, and apron surfaces |
| Before restart | Confirm guards are in place and all tools are removed |
11. Troubleshooting Guide
| Symptom | Possible Cause | Recommended Action |
|---|---|---|
| Blow bars wear too fast | Abrasive feed, wrong material, too many fines | Review material grade, use pre-screening, record tons per set |
| Blow bar cracks | Oversized feed, metal contamination, wrong material | Stop and inspect, remove metal, use tougher material |
| Product becomes too coarse | Apron wear, gap too large, worn blow bars | Check apron gap and wear parts |
| Vibration increases | Uneven blow bar wear, loose wedges, rotor buildup | Stop and inspect rotor and blow bars |
| Bearing temperature rises | Lubrication issue, dust entry, vibration, overload | Check grease, seals, vibration, and belt tension |
| Belt tears | Rebar or sharp metal in feed | Improve pre-sorting and magnetic separation |
| Output drops | Worn parts, unstable feed, blockage | Inspect chamber, feeding system, and discharge area |
12. Spare Parts Planning
A good spare parts plan should focus on downtime risk. The most important parts are not always the most expensive parts. They are the parts that can stop the machine if they are not available.
Wear Parts to Keep in Stock
- Blow bars
- Impact plates
- Apron liners
- Side liners
- Wear plates
- Locking wedges
- Main bolts and fasteners
Spare Parts to Prepare
- Bearing seals
- Conveyor belts
- Hydraulic hoses
- Lubrication parts
- Sensors
- Common electrical parts
- Belt repair materials
For concrete recycling and demolition waste, it is safer to keep extra belt repair parts and extra liners. These applications have a higher risk of steel contamination and uneven material flow.
Conclusion
Most impact crusher parts failures are linked to a few common problems: fast blow bar wear, broken blow bars, worn aprons, loose liners, rotor vibration, bearing heat, and belt damage.
The practical maintenance strategy is clear. Choose the correct wear part material. Keep the feed stable. Remove metal before crushing. Inspect parts before they fail. Record wear life by tons processed, not only by working hours. Follow the machine manual and use proper lockout/tagout before maintenance.
For buyers, the goal is not only to find cheaper impact crusher replacement parts. The real goal is to reduce wear cost per ton, avoid unplanned downtime, and keep the crushing plant running safely.