Introduction
Cone crushers are built for hard work. But many cone crusher failures do not start with a broken shaft or a cracked frame. They often start with small problems that are missed for too long.
Dirty oil, poor lubrication, uneven feed, excessive fines, incorrect chamber selection, unstable CSS, and tramp metal can all damage critical cone crusher components. These problems can affect the mantle, bowl liner, eccentric bushing, head bushing, bearings, hydraulic system, adjustment ring, main shaft, and other critical parts.
This guide explains the most common cone crusher parts failures and how to maintain them. The points are based on real user discussions from Reddit, Heavy Equipment Forums, and SMRP Exchange, together with maintenance guidance from Metso and Pit & Quarry.
The table below uses user-generated cases to show what hurts in the field, then cross-checks those pain points against OEM or industry guidance.
| Failure pattern | Parts most exposed | Real user case with quote or paraphrase | User-reported root cause | Maintenance action | Why it matters |
|---|---|---|---|---|---|
| Lubrication loss and bushing or journal damage | Eccentric bushing, upper head or spider bearing, mainshaft sleeve, oil pump, seals | In an SMRP thread about a Sandvik CH430 pebble cone, the user wrote there were “no signs of grease even touching the bearing.” In a Reddit teardown thread on an HP500, a user said if you run them out of oil, “everything welds itself together.” | Failed seal, grease not reaching the journal, under-lubrication, oil starvation. Metso lists improper oil, oil-pump failure, segregated feed, excess fines, and incorrect rotation among burnout causes. | Verify the full oil or grease path, not just oil level. Check supply and return temperatures, pressure and flow, inspect seals and ports, inspect return screens for bronze, and keep a spare pump, seal kit, and bushing kit ready. | Metso says eccentric-bushing burnout is typically signaled by lockup, hot oil, and bronze filings. Once seizure starts, shaft damage and long downtime follow quickly. |
| Dirty, foaming, or contaminated oil | Bushings, bearing surfaces, pump, hydraulic unit, breathers, filters | In a CR4 discussion, a user reported a cone crusher power-pack oil foaming within one week even after filter replacement; model was unspecified. Another industry example in Pit & Quarry described chronic dirty oil caused by neglected air breathers. | Air ingress, contamination, water ingress, poor breather maintenance, or assuming the oil is correct because the label is correct. | Inspect breathers weekly, clean them, replace them every month or two, trend oil appearance, investigate “milky” oil, and inspect tanks, hoses, and seals for leaks or air ingress. | Metso warns that dirty oil acts like a lapping compound, wearing bearing surfaces and opening clearances until expensive internals need replacement. |
| Short or uneven liner life and poor product shape | Mantle, bowl liner, feed plate or feed cone, mainframe liner, arm guards, counterweight liner | In a two-year-old Reddit crusher thread, one operator said abrasive sites can force liner changes every 120 hours, while easier rock may reach 2,500 hours; another replied that one site ran about 150 hours on cone liners. In a HEF discussion about hard abrasive rhyolite, the operator said speeding the cone might improve shape but would cut wear life and bearing life, and raise the chance of a machine “come apart.” Models were unspecified in the Reddit thread; the HEF case mentioned a JCI K400. | Abrasive rock, bad chamber choice, poor feed grading, wrong CSS, low cavity level, or pushing speed to chase shape. Metso adds that inadequate liner profiles can cause excess wear and even mechanical damage. | Match chamber to feed and application, keep choke feed, screen out harmful fines where required, trend CSS, and inspect liner-related guards and frame liners whenever wear parts are changed. | Liner life is not a fixed “book” number. It can collapse in abrasive duty. If the chamber or feed is wrong, wear becomes both a cost problem and a mechanical-risk problem. |
| Bowl float or ring bounce from bad feed grading and too many fines | Adjustment ring, bowl, clamping system, liner seats, hydraulics | In the same Reddit thread, a user warned that if “near size” material gets into the cone, “you’ll get what you call bowl float,” and added that it is “terribly damaging for the cone.” Model was unspecified. | Too much near-size or fine material, poor screening ahead of the cone, poor feed control, or unstable cavity level. Metso says fines can cause packing and adjustment-ring movement; Pit & Quarry says bowl float is not safe operating condition. | Improve screening ahead of the cone, avoid feeding near-size unnecessarily, maintain even feed, and use automation alarms for bowl float, oil-flow, temperature, and amperage. | Bowl float is often a symptom before it becomes a failure. If ignored, it drives wear and can damage upper-frame or adjustment components. |
| Tramp steel or uncrushables causing lockup | Tramp-release hydraulics, liners, bushings, mainshaft, gears, clearing systems | A Reddit user said a loader tooth and shank got past both the magnet and metal detector and into a 5½-ft cone crusher, which then “promptly locked up.” Model was otherwise unspecified. | Failed or ineffective upstream metal removal, missed tramp steel, or assuming the crusher will “eat” the contaminant instead of just surviving it. | Treat magnets, detectors, and tramp-release hardware as part of the cone-maintenance system. Verify hydraulic release function, accumulator condition, and clearing stroke. Remove the cause under lockout, not by forcing the crusher. | Metso notes that dual-acting hydraulic tramp-release cylinders are there to let the machine pass tramp iron and provide a clearing stroke. If the external protection layer misses metal, the event can still become a hard shutdown. |
| Mainshaft or major structural failure | Mainshaft, head, frame, base bolts | In a January 2024 SMRP thread, a mine reported a Kawasaki KG 15522 crusher mainshaft failure that appeared to be fatigue or creep at the top end. A respondent from Agnico Eagle said their site rotates three shafts in and out and inspects shafts during mantle replacement, adding that they had never broken a main shaft despite very high tonnage. | High cyclic loading, long service time, limited inspection, or application-specific stress concentration. | Use liner-change opportunities for deep shaft inspection, consider UT or other NDT on critical shafts, check base bolts and frame condition, and plan long-lead shaft spares rather than assuming they are “lifetime” parts. | Shaft failures are less common than liner or bushing problems, but they produce the longest outages and the highest spare-price shock. |
| Planned liner work turning into long downtime | Locking nut, cutting ring, feed cone, locking bolt, square-head bolts, lifting tools | In a Reddit liner-change discussion on an HP400, a user said the locking nut had to be hit with a sledge, and that a previous nut with no anti-seize took “three of us almost three hours” to remove. Another commenter said they do not miss changing cone liners. | Missing anti-seize on appropriate threads, missing hardware, poor shutdown prep, or not staging liner-change consumables. | Stage a full liner-change kit before shutdown: mantle, bowl liner, cutting ring, feed cone, backing or padding where applicable, locking bolt, square-head bolts, and the right lifting and locking tools. Follow the model-specific manual. | Planned liner work is one of the biggest recurring cone jobs. If small consumables are missing, a routine outage becomes an avoidable production hit. |
1. Mantle and Bowl Liner Wear
The mantle and bowl liner are the main wear parts in a cone crusher. The mantle moves with the head. The bowl liner, also called the concave, stays fixed in the upper chamber. Material is crushed between these two parts.
Normal wear is expected. But fast wear, uneven wear, or poor product shape usually means something else is wrong.
Common signs include:
- The product size becomes too coarse.
- The product shape becomes poor.
- Capacity drops.
- Power draw becomes unstable.
- The liner wears more on one side.
- The crusher needs frequent adjustment.
- The liner does not reach the expected service life.
Liner life should not be treated as a fixed number. It depends on rock type, abrasiveness, feed size, chamber selection, CSS, feed distribution, and operating habits. Metso explains that the crushing chamber must match the feed and application and that the wrong chamber can affect production, product quality, and wear profile. (Metso)
Maintenance Tips
Check the mantle and bowl liner regularly. Do not only ask whether the liner still has metal left. Also, check whether the crusher is still making the right product.
Track these points:
- CSS trend
- Product size
- Feed size
- Power draw
- Liner wear pattern
- Throughput
- Product shape
When replacing liners, inspect the feed cone, feed plate, liner seat, locking hardware, and protective liners. A new mantle and bowl liner will not solve the problem if the chamber, feed, or adjustment system is wrong.
2. Short Liner Life Caused by Wrong Chamber Selection
Fast liner wear is not always a material-quality problem. In many cases, the chamber is not suitable for the actual feed.
A cone crusher chamber must match the feed size, feed grading, target product size, and rock type. If the chamber is too fine, too coarse, or not suitable for the application, the liners may wear unevenly. The crusher may also lose capacity.
Pit & Quarry also emphasizes that cone crushers need a consistent CSS, proper choke feed, and even feed distribution. Poor feed distribution can cause one side of the chamber to be full while the other side is low or empty. This can reduce production and create more flat and elongated particles. (Pit & Quarry)
Common Causes
- Feed is too large.
- Feed is not centered.
- Feed is segregated.
- There are too many fines.
- The chamber profile is wrong.
- The CSS is too tight for the application.
- The crusher is not choke-fed.
Maintenance Tips
Before choosing new liners, check the real feed condition. Do not choose the chamber only by the machine model.
Confirm:
- Feed opening
- Maximum feed size
- Feed grading
- Target product size
- Rock hardness
- Rock abrasiveness
- Current CSS
- Current liner wear pattern
The goal is not only longer liner life. The goal is stable production, correct product size, and less damage to the crusher.
3. Difficult Liner Replacement and Missing Hardware
A liner change is a planned maintenance job. But it can become a long shutdown if small parts are missing.
Metso’s HP cone crusher liner replacement guidance lists not only mantle and bowl liner, but also related parts such as the cutting ring, feed cone, locking bolt, and square-head bolts. This shows that a liner change is not only about two large wear parts. (Metso)
Reddit also has a real user discussion about a heavy wrench used to remove a cone crusher locking nut. The user said the wrench was needed because the locking nut had to be hit with a sledgehammer to turn it. This shows that liner replacement can be physically difficult and time-consuming when hardware is tight or poorly prepared. (Reddit)
Common Problems
- Locking nut is hard to remove.
- Cutting ring is not prepared.
- Feed cone is damaged.
- Locking bolts are missing.
- Bowl liner hardware is worn.
- Lifting tools are not ready.
- Replacement takes longer than planned.
Maintenance Tips
Prepare a complete liner-change kit before shutdown.
A practical kit may include:
- Mantle
- Bowl liner
- Cutting ring
- Feed cone or feed plate
- Locking bolt
- Square-head bolts
- Backing compound or padding material, if required by the model
- Lifting tools
- Correct safety tools
Follow the machine manual. Do not treat heavy liner work as a simple hammer job. These parts are large and dangerous if handled incorrectly.
4. Lubrication System Failure
Lubrication is one of the most important parts of cone crusher maintenance.
Metso warns that contaminated lubricating oil is a common mistake. Dirty oil can act like a lapping compound on bearing surfaces. This can wear expensive internal parts and increase bearing clearances. Metso also recommends monitoring lube oil temperature and pressure during operation. (Metso)
In a real SMRP Exchange discussion about a Sandvik CH430 pebble cone crusher, the user reported spider bearing and seal failures. The user said there were no signs of grease reaching the spider bearing, and the bearing was dry, rusty, scored, and sometimes cracked. (SMRP Exchange)
Common Problems
- Oil temperature is too high.
- Oil pressure is unstable.
- Oil flow is low.
- Oil is dirty.
- Oil contains water.
- Oil is foaming.
- Grease does not reach the bearing.
- Return oil screen shows metal or bronze particles.
- Bearings or bushings overheat.
Maintenance Tips
Check the lubrication system every shift.
Track:
- Oil level
- Oil temperature
- Oil pressure
- Oil flow
- Oil leaks
- Oil color
- Oil foam
- Filter condition
- Air breather condition
- Return oil screen
Do not only check whether there is oil in the tank. Confirm that oil or grease is reaching the parts that need it.
5. Eccentric Bushing and Head Bushing Damage
The eccentric bushing and head bushing are critical parts. If they are damaged, the crusher may suffer a serious shutdown.
Metso identifies eccentric bushing burnout as a serious failure. Common signs include crusher lockup, hot oil, and bronze filings in the lubrication system. Metso lists possible causes such as wrong oil, oil pump failure, excessive fines, segregated feed, and incorrect crusher rotation. (Metso)
Common Problems
- Eccentric bushing burns out.
- Head bushing is scored.
- Bronze particles appear in the oil.
- Crusher locks up.
- Oil temperature rises quickly.
- Shaft journal is damaged.
- Crusher vibration increases.
- Crusher cannot rotate normally.
Maintenance Tips
If bronze particles appear in the return oil screen, stop and inspect. Do not continue running the crusher.
Check:
- Oil pump
- Oil filters
- Oil cooler
- Oil type
- Oil temperature
- Oil pressure
- Seals
- Bushing clearance
- Feed condition
- Crusher rotation
- Shaft journal surface
Bushing failure is often the result of a system problem. Replacing the bushing without fixing the cause can lead to another failure.
6. Dirty Oil, Foaming Oil, and Air Breather Problems
Dirty oil is a common maintenance problem. It can damage bushings, bearings, seals, pumps, and other internal parts.
Pit & Quarry published a maintenance article focused on air breathers. It explains that ignored air breathers can allow dirt and dust into the lube system. The article also says dirty oil can cause premature wear and failure in bronze bushings and crusher bearings. (Pit & Quarry)
Common Problems
- Oil becomes dark or milky.
- Oil foams.
- Filters clog quickly.
- Air breather is dirty.
- Dust enters the lube system.
- Oil analysis shows high contamination.
- Bushings wear early.
Maintenance Tips
Inspect air breathers weekly. Clean away dirt and dust around them. Replace air breathers on a regular schedule based on the site environment.
Also check:
- Oil tank
- Hoses
- Seals
- Filter elements
- Cooler
- Pump
- Return lines
In dusty sites, air breather maintenance is not a small detail. It is part of protecting the main crusher internals.
7. Bowl Float and Ring Bounce
Bowl float is also called ring bounce or upper frame movement. It happens when crushing force exceeds the crusher’s design limit.
Pit & Quarry explains that no cone crusher is designed to operate safely with bowl float or ring bounce. If it is not detected, it can lead to component failure. Automation systems can help alert operators to bowl float, high amperage, high temperature, lubrication problems, and low oil flow. (Pit & Quarry)
A Reddit user also explained that too much near-size material entering the cone can cause bowl float. The user described it as inefficient and damaging to the cone. (Reddit)
Common Causes
- Too much near-size material
- Too many fines
- Poor screening before the cone
- Segregated feed
- CSS set too tight
- Tramp events
- Poor chamber selection
- Uneven feed
Maintenance Tips
Do not ignore bowl float alarms. If the adjustment ring moves, something is wrong.
Check:
- Feed grading
- Screen efficiency
- CSS
- Liner profile
- Feed distribution
- Hydraulic clamping pressure
- Tramp release system
- Power draw
Bowl float is not just a noise problem. It is a warning that the crusher is being overloaded.
8. Tramp Metal and Hydraulic Tramp Release Problems
Tramp metal means steel or other uncrushable material entering the crusher. It can damage liners, bushings, shaft surfaces, hydraulic parts, and the adjustment system.
One Reddit user described a loader tooth and shank passing through both a magnet and a metal detector before entering a 5½-ft cone crusher. The cone locked up, and the user said it had to be cut out with thermal lances. This is a real example of how serious tramp metal can be. (Reddit)
Common Problems
- Crusher suddenly locks up.
- Hydraulic tramp release activates often.
- Hydraulic cylinders leak.
- Accumulator pressure is unstable.
- Mantle or bowl liner is damaged.
- Bushing or shaft receives shock load.
- Clearing system does not work correctly.
Maintenance Tips
Treat tramp protection as part of cone crusher maintenance.
Check:
- Magnet
- Metal detector
- Hydraulic release cylinders
- Accumulators
- Hydraulic hoses
- Relief valves
- Clearing system
- Alarm history
After a tramp event, inspect the crusher. Do not simply restart and continue production.
9. Feed Problems That Damage Cone Crusher Parts
Feed problems are one of the biggest root causes of cone crusher failure.
Pit & Quarry recommends consistent choke feeding, centered feed, and non-segregated feed. It also warns that trickle feeding can hurt productivity and product shape, and may affect bearing alignment. Poor feed distribution can cause adjustment ring movement and long-term productivity loss. (Pit & Quarry)
Common Problems
- Feed is not centered.
- Feed is not continuous.
- Feed is segregated.
- The chamber is not kept full.
- Too many fines enter the crusher.
- Oversized rock enters the chamber.
- Feed drops from too high.
- Power draw rises and falls.
Maintenance Tips
Keep the cone crusher choke fed when the application allows it. Feed should enter the center of the crushing chamber.
Check the screen before the cone. If product-size material or near-size material enters the crusher again, it can waste capacity and increase stress.
Also control the drop height. High-velocity feed can create shock loading and extra stress on crusher parts.
10. CSS Instability and Product Size Problems
CSS means closed side setting. It is the smallest gap between the mantle and bowl liner during crushing. CSS directly affects product size.
If CSS opens up as liners wear, the product becomes coarser. If CSS is too tight, the crusher may overload.
Pit & Quarry recommends checking crusher setting on a per-shift basis. It also explains that a wider-than-optimum setting can reduce the amount of correctly sized product and increase oversized material. (Pit & Quarry)
Common Problems
- Product size becomes too coarse.
- Crusher produces too much oversize.
- Adjustment system does not hold setting.
- CSS changes as liners wear.
- Operators rely only on the setting display.
- Crusher overloads when CSS is too tight.
Maintenance Tips
Check CSS regularly. Do not wait until the product is out of spec.
Track:
- CSS
- Product size
- Liner wear
- Power draw
- Ring movement
- Adjustment system condition
CSS maintenance is not only a crusher issue. It is also a product quality issue.
11. Main Shaft and Major Assembly Failure
Main shaft failure is less common than liner wear or lubrication issues. But when it happens, downtime can be serious.
In a 2024 SMRP Exchange discussion, a user reported a main shaft failure on a Kawasaki KG 15522 crusher. The user said initial signs pointed to fatigue or creep at the top end of the shaft. The discussion also covered NDT inspection, ultrasonic crack detection, shaft rotation, and spare shaft planning. (SMRP Exchange)
Another user in the same discussion said their site rotates three main shafts in and out of service. The user also said they inspect the shaft during mantle replacement. This shows a practical maintenance idea: use liner-change shutdowns to inspect major components. (SMRP Exchange)
Common Problems
- Main shaft cracking
- Shaft fatigue
- Head assembly damage
- Eccentric assembly damage
- Gear or pinion damage
- Frame or base bolt issues
- Long shutdown after failure
Maintenance Tips
During major shutdowns, inspect:
- Main shaft
- Shaft journal
- Head assembly
- Eccentric assembly
- Gear and pinion
- Frame
- Base bolts
- Wear paths
For high-production sites, consider NDT inspection for critical shafts. Also consider long-lead strategic spares if the crusher is critical to production.
12. Protective Wear Parts Often Ignored
Many operators focus on the mantle and bowl liner. But a cone crusher has other protective wear parts.
These parts protect expensive structures. If they are ignored, wear can move into the main frame or other major components.
Common protective parts include:
- Mainframe liner
- Counterweight liner
- Countershaft guard
- Frame arm guard
- Feed plate
- Feed cone
- Dust seal
Metso’s liner replacement guidance also recommends inspecting other wear parts and replacing them if needed during liner work. (Metso)
Maintenance Tips
Every liner change should also be a crusher inspection.
Check:
- Mainframe liner
- Countershaft guard
- Counterweight liner
- Feed cone
- Feed plate
- Dust seals
- Frame surfaces
- Wear path around the chamber
Do not save a small guard and risk damage to a large structure.
13. Automation, Sensors, and Alarms
Modern cone crushers often use sensors and automation. These systems can monitor oil temperature, oil flow, amperage, CSS, liner wear compensation, and bowl float.
Pit & Quarry explains that automation warning systems can alert operators to bowl float, excessive amperage, excessive temperature, lubrication problems, and low-flow oil issues. (Pit & Quarry)
Common Problems
- Alarm is ignored.
- Sensor reading is wrong.
- Bowl float is not detected.
- Oil temperature alarm is not tested.
- Oil flow warning is not working.
- Operators only react after visible damage.
Maintenance Tips
Test alarms regularly. Review alarm history. Do not only look at one value.
Track:
- Oil temperature
- Oil pressure
- Oil flow
- Amperage
- CSS
- Bowl float events
- Hydraulic pressure
- Liner wear compensation
Automation does not replace maintenance. It helps the operator see problems earlier.
14. Recommended Cone Crusher Spare Parts to Keep in Stock
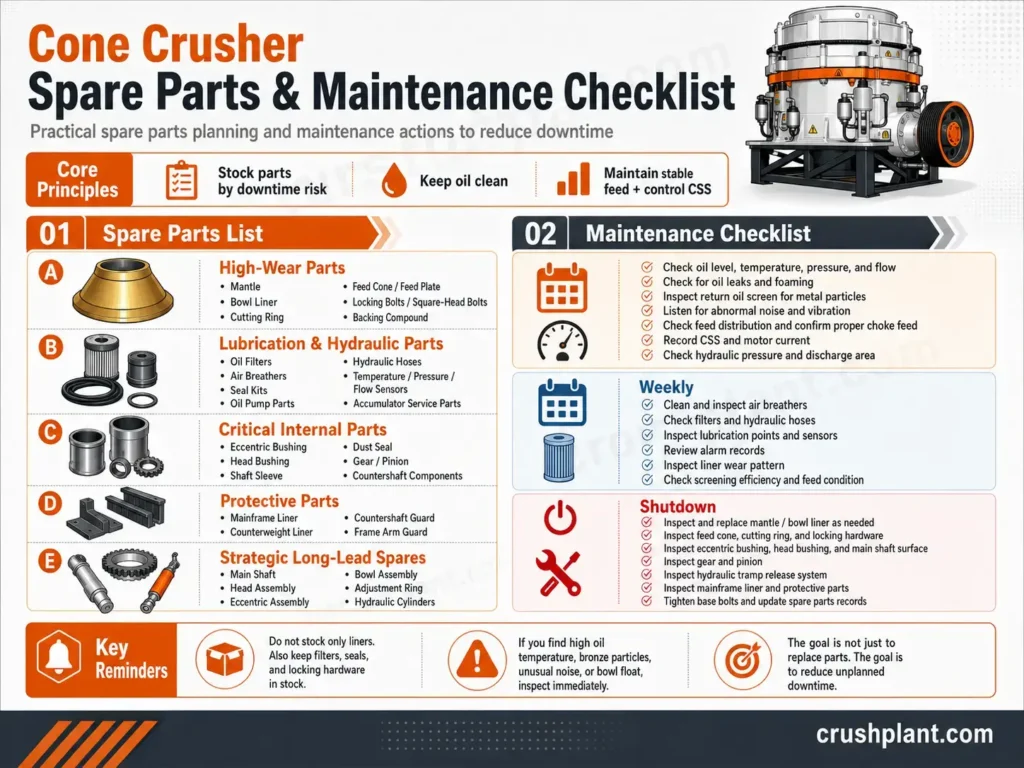
A spare parts plan should be based on downtime risk, not only wear frequency.
High-priority wear and liner-change parts:
- Mantle
- Bowl liner
- Cutting ring
- Feed cone or feed plate
- Locking bolt
- Square-head bolts
- Backing compound or padding material
- Lifting tools
High-priority lubrication and hydraulic parts:
- Oil filters
- Air breathers
- Seal kits
- Oil pump parts
- Hydraulic hoses
- Temperature sensors
- Pressure sensors
- Flow sensors
- Tramp release seal kits
- Accumulator service parts
Critical internal parts:
- Eccentric bushing
- Head bushing
- Shaft sleeve
- Dust seal
- Gear
- Pinion
- Countershaft components
Protective wear parts:
- Mainframe liner
- Counterweight liner
- Countershaft guard
- Frame arm guard
Strategic long-lead parts:
- Main shaft
- Head assembly
- Eccentric assembly
- Bowl assembly
- Adjustment ring
- Hydraulic cylinders
Metso’s cone crusher parts information lists many critical parts beyond liners, including bushings, gears, pinions, shafts, eccentrics, heads, bowls, adjustment rings, and hydraulic components. (SMRP Exchange)
Stocking the right spares
The prioritization below is an inference from OEM parts lists, liner-replacement guidance, inspection guidance, and the user cases above. It is meant as a practical stocking order, not a substitute for the model-specific manual or site lead-time analysis.
| Priority | Stocking focus | Why it belongs here |
|---|---|---|
| Highest priority | Complete liner-change kit: mantle, bowl liner, feed cone or feed plate, cutting ring, locking bolt, square-head bolts, and backing or padding if the model uses it. | These parts are high-turnover, directly control production, and are the most common planned shutdown job. Missing any one of the small pieces can stretch a simple liner change into a long outage. |
| Highest priority | Lubrication and contamination kit: filters, air breathers, seals, compatible oils, hoses, temperature and pressure or flow senders, and either a spare oil pump or a pump rebuild kit. | Lubrication faults are overrepresented in both OEM warnings and user cases. They are also the fastest route from “small issue” to seized internals. |
| Highest priority | Bushing and seal kit: eccentric bushing, head bushing or top bearing parts, related seals, and shaft sleeves where your model uses them. Exact naming varies by crusher family. | Bushings are common damage points, and they are often what fail after dirty oil, oil starvation, or bad feed. Long downtime begins if these are not available. |
| High priority | Hydraulic and tramp-relief service kit: accumulator service parts, cylinder seal kits, relief-valve service parts, and critical hoses. | If the cone uses hydraulic tramp relief or clamping, these components protect the machine from uncrushables and help with clearing. They are not “nice to have” parts. |
| High priority | Protective wear set: mainframe liners, counterweight liners, countershaft guard, frame arm guards, and other exposed guards. | These parts are easy to postpone, but both OEM and field routines say they should be checked whenever liners are changed. Leaving them too long pushes wear into structural areas. |
| Strategic long-lead | Capital spares: mainshaft, head, eccentric, countershaft or pinion components, adjustment ring or bowl assemblies, depending on the model and site criticality. | These are expensive and model-specific, but they define recovery time after the worst failures. Sites with poor OEM access or very high throughput often justify at least one of these as a strategic spare. This ranking is an operational inference from the cited sources. |
15. Daily, Weekly, and Shutdown Maintenance Checklist
Daily Maintenance
Check:
- Oil level
- Oil temperature
- Oil pressure
- Oil flow
- Oil leaks
- Air or foam in oil
- Return oil screen
- Crusher noise
- Crusher vibration
- Feed distribution
- Choke feed condition
- CSS trend
- Power draw
- Hydraulic pressure
- Discharge area
Metso recommends watching oil temperature and pressure, and Pit & Quarry emphasizes regular checks of CSS, feed condition, and operating load. (Metso)
Weekly Maintenance
Check:
- Air breathers
- Filters
- Hydraulic hoses
- Grease lines
- Sensor readings
- Alarm history
- Feed conveyor condition
- Screen efficiency
- Liner wear pattern
Air breathers should not be ignored. Pit & Quarry’s maintenance article explains that a dirty breather can let dust into the lube system and damage expensive internal parts. (Pit & Quarry)
Shutdown Maintenance
Check:
- Mantle
- Bowl liner
- Feed cone
- Cutting ring
- Locking hardware
- Liner seats
- Eccentric bushing
- Head bushing
- Main shaft surface
- Gear and pinion
- Hydraulic tramp release system
- Mainframe liner
- Countershaft guard
- Frame arm guard
- Base bolts
A planned shutdown should not only replace worn parts. It should also find hidden problems before they become unplanned downtime.
Conclusion
Cone crusher maintenance is not just about replacing the mantle and bowl liner.
The real goal is to prevent unplanned downtime. That means keeping oil clean, checking lubrication flow, controlling feed, maintaining stable CSS, preventing bowl float, removing tramp metal, and preparing the right spare parts before a failure happens.
The strongest lesson from forum and Reddit discussions is simple: many serious cone crusher failures begin as small warning signs. Dry bearings, dirty oil, near-size feed, tramp steel, loose settings, or missing liner-change hardware can all turn into long shutdowns.
For any cone crusher parts order, start with the exact machine model, serial number, chamber type, part name, photos, and working material. Then prepare parts as complete kits, not isolated items. A mantle and bowl liner may be the main wear parts, but filters, breathers, seals, bushings, locking hardware, hydraulic parts, and protective liners often determine how fast the crusher can return to work.